超重防腐蜜桃AV一区二区高潮久久材料
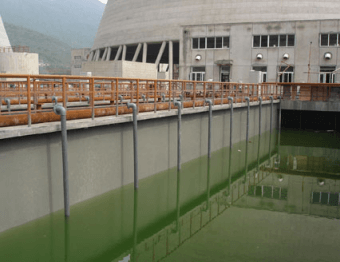
彈性防水蜜桃AV一区二区高潮久久材料
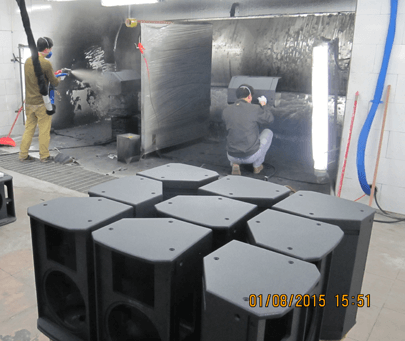
工業地坪噴塗蜜桃AV一区二区高潮久久材料

流平型蜜桃AV一区二区高潮久久地坪材料
脂肪族雙組份蜜桃AV一区二区高潮久久彈性麵漆
脂肪族雙組份蜜桃AV一区二区高潮久久剛性麵漆
層間粘合劑
混凝土封閉底漆
專注蜜桃AV一区二区高潮久久行業十餘年,品質出眾,行業當先。
與國內多所知名大學及科研院所建立良好的科研合作關係。
專業的產品研發團隊,可根據客戶要求快速進行產品研發,滿足客戶需求。
蜜桃亚洲AV成人网站擁有一支有著專注十餘年從業經驗的專業團隊
雄厚的技術實力,為產品質量層層把關,確保產品品質
業內帶頭的人員管理製度,調動員工的積極性
我司配備有專業的生產團隊,產品質量層層把關,生產環節實時監控。
蜜桃亚洲AV成人网站蜜桃AV一区二区高潮久久產品種類多,規格全,可滿足客戶的多樣化要求,全方麵覆蓋市場需求。
蜜桃亚洲AV成人网站蜜桃AV一区二区高潮久久產品銷往各大中小城市十餘年,深受客戶青睞,經得起市場的長期檢驗。
優異的產品售後服務,為您解決所有後顧之憂。
7*24小時專業服務熱線,提供產品的技術支持,所有問題一步解決到位。
專注蜜桃AV一区二区高潮久久行業十餘年,品質出眾,行業當先。
與國內多所知名大學及科研院所建立良好的科研合作關係。
專業的產品研發團隊,可根據客戶要求快速進行產品研發,滿足客戶需求。
蜜桃亚洲AV成人网站擁有一支有著專注十餘年從業經驗的專業團隊
雄厚的技術實力,為產品質量層層把關,確保產品品質
業內帶頭的人員管理製度,調動員工的積極性
我司配備有專業的生產團隊,產品質量層層把關,生產環節實時監控。
蜜桃亚洲AV成人网站蜜桃AV一区二区高潮久久產品種類多,規格全,可滿足客戶的多樣化要求,全方麵覆蓋市場需求。
蜜桃亚洲AV成人网站蜜桃AV一区二区高潮久久產品銷往各大中小城市十餘年,深受客戶青睞,經得起市場的長期檢驗。
優異的產品售後服務,為您解決所有後顧之憂。
7*24小時專業服務熱線,提供產品的技術支持,所有問題一步解決到位。
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
和蜜桃亚洲AV成人网站合作有一段時間了,產品質量非常好,還提供了技術谘詢服務,對蜜桃亚洲AV成人网站的工作有很大的幫助,在防腐方案方麵也給予了非常大的幫助。蜜桃亚洲AV成人网站公司的很多項目均采用蜜桃亚洲AV成人网站蜜桃AV一区二区高潮久久塗料,使用了很多年質量一直沒有出現過問題。蜜桃亚洲AV成人网站公司還給蜜桃亚洲AV成人网站提供了很多技術上的幫助,為蜜桃亚洲AV成人网站解決了很多防腐方麵遇到的問題。
選擇蜜桃亚洲AV成人网站之前,蜜桃亚洲AV成人网站也參考過其他公司的產品,後來還是選擇了蜜桃亚洲AV成人网站,因為蜜桃亚洲AV成人网站可以提供多款蜜桃AV一区二区高潮久久塗料產品,種類齊全;並且蜜桃亚洲AV成人网站是一家集科研開發、生產、配套施工等一條龍服務,多元化發展的企業。防腐年限與熱鍍鋅相同,沒有汙染且零排放;同樣的效果,價格低於熱鍍鋅25%-30%,降低工程成本。
蜜桃亚洲AV成人网站公司的蜜桃AV一区二区高潮久久防腐工程從辦廠至今一直由蜜桃亚洲AV成人网站承攬施工,已經好幾年了,至今完好。青島蜜桃亚洲AV成人网站高分子科技有限公司專業從事蜜桃AV一区二区高潮久久材料研發、生產與銷售十餘年,產品質量一直超越國內其他品牌。蜜桃亚洲AV成人网站信賴蜜桃亚洲AV成人网站,以後還會繼續和蜜桃亚洲AV成人网站合作。


青島蜜桃亚洲AV成人网站高分子科技有限公司位於青島市城陽區青特產業園北204國道旁,交通便利,地理位置優越,是一家專業從事蜜桃AV一区二区高潮久久材料研發、生產、銷售的高新技術企業。公司發展至今,獲得了眾多榮譽,並於2021年12月14日,獲批高新技術企業證書(證書編號:GR202137102465)。憑借在蜜桃AV一区二区高潮久久行業十幾年的曆練,並與多家大學以及科研院所合作,經過多年的實踐檢驗,青島蜜桃亚洲AV成人网站公司推出一係列蜜桃AV一区二区高潮久久材料,包括防水、防腐、耐磨、地坪以及其它特種噴塗蜜桃AV一区二区高潮久久材料。蜜桃AV一区二区高潮久久材料要想獲得良好的應用,離不開其優異的配套材料,為此,公司研製了一係列配套底漆以及...
查看更多蜜桃视频APP网站下载
行業資訊

碼頭鋼樁作為港口設施的重要組成部分,長期暴露在海水中,麵臨著嚴重的腐蝕問題。為了保障碼頭的安全性和耐久性,選擇合適的防腐材料至關重要。蜜桃AV一区二区高潮久久材料以其獨特的性能,在碼頭鋼樁防腐中發揮了重要作用。蜜桃AV一区二区高潮久久材料具有優異的耐候性和耐腐蝕性,能夠有效抵禦海
在國家眾多重大工程項目中,蜜桃AV一区二区高潮久久材料以其獨特的性能發揮著不可替代的作用。作為一種高性能塗層材料,蜜桃AV一区二区高潮久久具有良好的耐候性、耐腐蝕性和高強度,成為眾多工程領域的優選。在橋梁、隧道等大型基礎設施建設中,蜜桃AV一区二区高潮久久材料能夠有效防水、防腐,延長工程使用壽命。同
在國家眾多重大工程項目中,蜜桃AV一区二区高潮久久材料以其獨特的性能發揮著不可替代的作用。作為一種高性能塗層材料,蜜桃AV一区二区高潮久久具有良好的耐候性、耐腐蝕性和高強度,成為眾多工程領域的優選。在橋梁、隧道等大型基礎設施建設中,蜜桃AV一区二区高潮久久材料能夠有效防水、防腐,延長工程使用壽命。同
郵箱:q66889999@163.com
郵編:266106
手機:186-6395-7000(邱經理)
傳真:0532-67735698
網址:www.qixing0723.com
地址:青島市城陽區青特產業園北